طراحی قطعات سی ان سی را برای ماشین کاری CNC چگونه ساده کنیم؟برنامه های کامپیوتری ستون فقرات زندگی مدرن را تشکیل می دهند و همه چیز را از مرور اینترنت گرفته تا تولید انبوه را تامین می کنند. و با ادامه گسترش تولید در سطح جهانی، جای تعجب نیست که اندازه بازار ماشینهای کنترل عددی کامپیوتری (CNC) تقاضا برای آنها همچنان در حال رشد است.
اگر میخواهید با فعالیتهای بازار همراه باشید، یکی از روشهایی که میتوانید استفاده کنید سادهسازی طراحی قطعات برای کاربردهای مختلف CNC است. در زیر چند راه برای انجام این کار آورده شده است.
انتخاب مواد مناسب
هنگام انتخاب یک ماده برای یک هدف خاص، دوام آن طول عمر قطعه و نوع ماده ای را تعیین می کند که بر هزینه های کلی شما تأثیر می گذارد. به عنوان مثال، اگر قطعه مورد نظر برای پروژههای سخت مورد استفاده قرار نگیرد، پلاستیک مقرونبهصرفهترین گزینه است. با این حال، اگر پروژه شامل دماهای بالا باشد یا به ماده ای قوی تر و سفت تر نیاز داشته باشد، مجموعه ای از فلزات مانند فولاد و برنج برای انتخاب وجود دارد. همچنین باید فاکتورهای دیگری مانند بست مورد نیاز و تحمل ابعاد را نیز در نظر بگیرید.
محدودیت های طراحی قطعات سی ان سی را در نظر بگیرید
وشته بودیم ، اما مانند همه چیز، محدودیت هایی در طراحی دارد. طراحی قطعاتی که به طور کامل این ملاحظات را در نظر می گیرند، برای مدت طولانی تری بهتر کار می کنند و در هزینه هایی که ممکن است صرف تعمیرات یا تعویض شده اند، صرفه جویی کنند. یکی از محدودیت ها هندسه ابزار است. همانطور که آنها بر روی مواد کار می کنند، ابزارها، صرف نظر از اندازه آنها، شکل خود را بر روی آن نقش می بندند و طول برش آنها را محدود می کنند. با این حال، ویژگی هایی مانند یک “دماغ” صاف و منحنی بین لبه های برش می تواند یک روکش صاف تر را بر روی محصول نهایی تضمین کند. محدودیت دیگر دسترسی به ابزار است. همه ویژگی ها را نمی توان از زاویه بالایی که اکثر CNC ها از آن کار می کنند، ماشین کاری کرد. با این حال، این مشکل را می توان با تراز کردن همه ویژگی های خود در امتداد یکی از محورهای ابزار حل کرد. به علاوه، با کاهش نیاز به چرخاندن یک قطعه برای رسیدن به آن از زوایای مختلف، در زمان نیز صرفه جویی خواهید کرد.
محدودیت های اندازه را در نظر بگیرید
با تعیین ابعاد کلی قطعات خود، می توانید ماشینی را انتخاب کنید که اندازه مناسبی داشته باشد تا کار را بهتر و سریعتر انجام دهد. اگر قرار است قطعه آسیاب شده یا تراش شود، این یک ملاحظات مهم است. اگر قرار است قطعه ای آسیاب شود، برای تعیین ارتفاع قابل ماشینکاری به اندازه آن مراجعه کنید. اجازه دادن به حداقل 30 اینچ اختلاف به ابزار زاویه فاصله خوبی می دهد. این کار ماشینکاری را بهبود میبخشد و به ابزار اجازه میدهد با حداقل تغییر شکل برشی و مصرف برق برش دهد. در همین حال، با استفاده از تراش، ابعاد فضای ساخت، بزرگترین دستگاه ممکنی را که می توانید استفاده کنید، تعیین می کند. و به لطف CNC ارائه قابلیتهایی برای ابزارهای زنده، میتوانید زمان تحویل را به میزان قابل توجهی کاهش دهید.
تا آخرین جزئیات دقیق باشید
ماشینکاری CNC به طور مداوم در حال تکامل است و به عنوان یک راه حل یک اندازه عمل نمی کند. این بدان معناست که بهترین شیوه های استفاده بسته به محصول نهایی مورد نظر متفاوت است. با این حال، چند قانون کلی وجود دارد که می توانید از آنها پیروی کنید.
به عنوان مثال، با دقت CNC، می توانید سوراخ هایی با قطر حداقل 1 میلی متر ایجاد کنید. این امر آن را برای ساخت اشیاء کوچک مانند بردهای مدار چاپی (PCB) که تقریباً در همه دستگاههای الکترونیکی وجود دارند، خوب میکند. از این گذشته، بخشی جدایی ناپذیر – و اغلب اشتباه محاسبه شده – ازچیدمان هایسوراخ هایی است که در آنها ایجاد شده است. به همین دلیل است که توصیه می شود قبل از برش، قطر سوراخ را با استفاده از اندازه های مته استاندارد تعیین کنید. در همین حال، آسیاب های نخ می توانند به شما در تولید دقیق رزوه ها کمک کنند. ضخامت دیواره های قطعه شما نیز باید حداقل 0.8 میلی متر برای فلز و 1.5 میلی متر برای پلاستیک باشد. اگر دیوارها بیش از حد نازک باشند، با ارتعاش یا تاب برداشتن در طول زمان در اثر تنش، دقت در برش را کاهش می دهد.این روش فرموله شده توسط محققان شانگهای می تواند به شما در پیش بینی و جبران خطاها در ضخامت دیوار کمک کند. با دقت تا آخرین جزئیات، می توانید یکپارچگی طراحی قطعه را حفظ کنید و در عین حال کارآمدی کافی برای کاهش تعداد منابع مصرف شده در تولید داشته باشید.
در دنیای ماشینکاری CNC، هیچ مجموعه ای از استانداردها به طور کلی پذیرفته نشده است. این در درجه اول به این دلیل است که صنعت و ماشین آلات مورد استفاده همیشه در حال پیشرفت هستند. با این حال، برخی از بهترین روشها و توصیهها به شما کمک میکند تا اطمینان حاصل کنید که کیفیت طراحی شما در سطح بالا باقی میماند. این توصیه ها عبارتند از؛
1. لبه های داخلی هنگام طراحی قطعات سی ان سی
هنگام ایجاد لبه های داخلی، شعاع گوشه عمودی باید حداقل یک سوم عمق حفره باشد. در صورت استفاده از شعاع گوشه نشان داده شده، می توانید از ابزار قطری استفاده کنید که عمق حفره توصیه شده را دارد.
شعاع گوشه ای کمی بالاتر از مقدار توصیه شده به شما امکان می دهد تا یک مسیر دایره ای را بر خلاف زاویه 90 درجه برش دهید و یک سطح سطح با سطح بهتری از کیفیت تولید می کند. اگر به جای آن نیاز به زاویه 90 درجه دارید، توصیه می شود به جای کاهش شعاع گوشه، از آندرکات استخوان T استفاده کنید.
2. سوراخ ها طراحی قطعات سی ان سی
برای ایجاد سوراخ، ماشینکارها ممکن است از متهها یا تجهیزات آسیاب انتهایی استفاده کنند. بهتر است در هنگام تعیین قطر سوراخ ها در طراحی خود ، از اندازه های بیت مته استاندارد استفاده کنید که در هر دو واحد متریک یا امپریال اندازه گیری می شود.
از نظر فنی، هر ابعادی بیشتر از یک میلی متر امکان پذیر است. اپراتورهای ماشین برای تکمیل سوراخ هایی که باید در محدوده تلورانس های دقیق باشند، از ریمرها و تجهیزات خسته کننده استفاده می کنند. بهتر است از قطر استاندارد برای سوراخ هایی که به دقت بالایی نیاز دارند و کوچکتر از 20 میلی متر هستند استفاده کنید.
هنگام طراحی قطعات برای ماشینکاری CNC ، چهار برابر قطر اسمی حداکثر عمق پیشنهادی برای هر سوراخ است ، اما 40 برابر این مقدار قابل انجام است. قطر اسمی معمولاً 10 برابر نسبت است.
3. موضوعات
حداقل اندازه رزوه مورد استفاده هنگام توسعه اقلام ماشینکاری CNC M2 است، اما M6 یا بالاتر معمولا ایده آل است. ماشینکارها میتوانند خطر شکستگی شیر را با استفاده از ماشینهای رزوهکاری CNC برای برش رزوههایی به کوچکی M6 محدود کنند.
حداقل طول نخ باید 1.5 برابر قطر اسمی باشد، در حالی که طول توصیه شده سه برابر معمول است. برای هر نخی که کمتر از M6 باشد، باید طولی بدون نخ در انتهای سوراخ اضافه کنید که 1.5 برابر قطر اسمی باشد. رزوه کشی سوراخ در طول آن برای نخ های بزرگتر از M6 بهترین است.
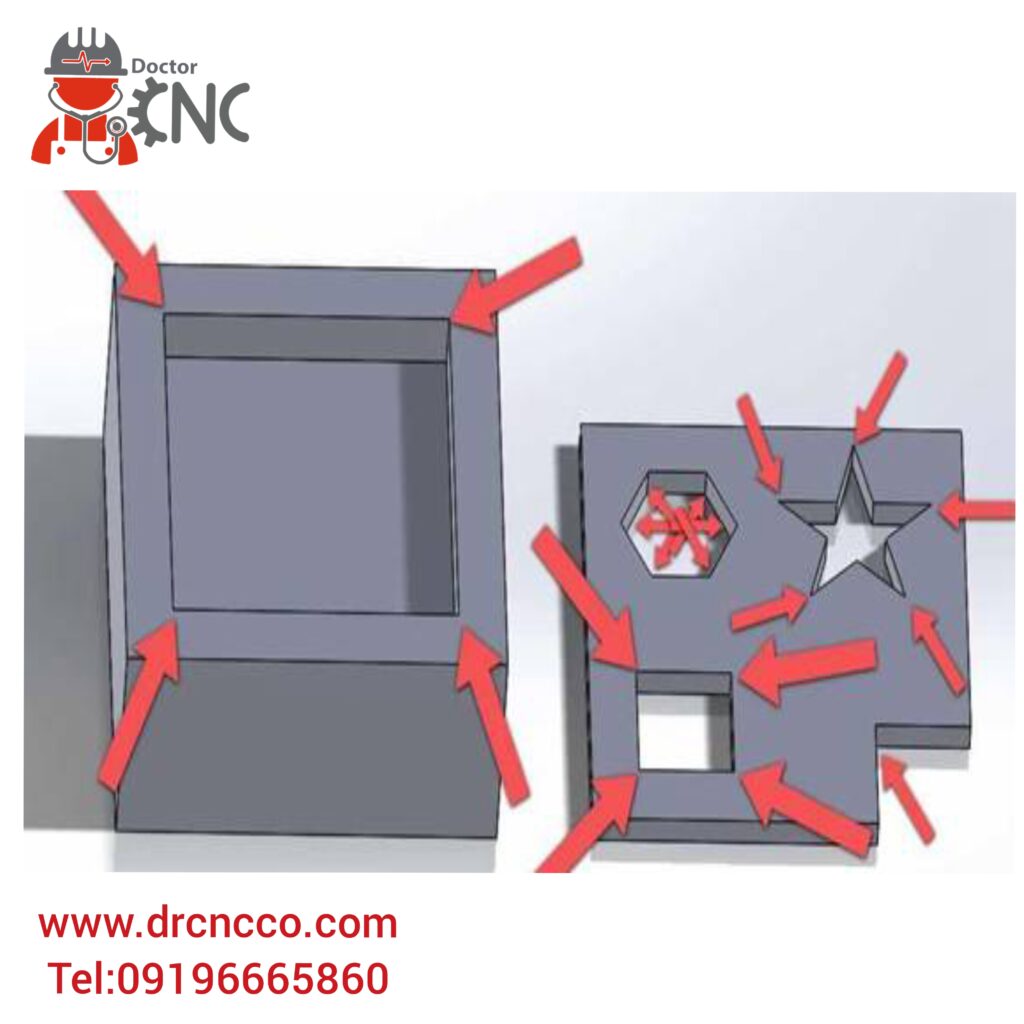
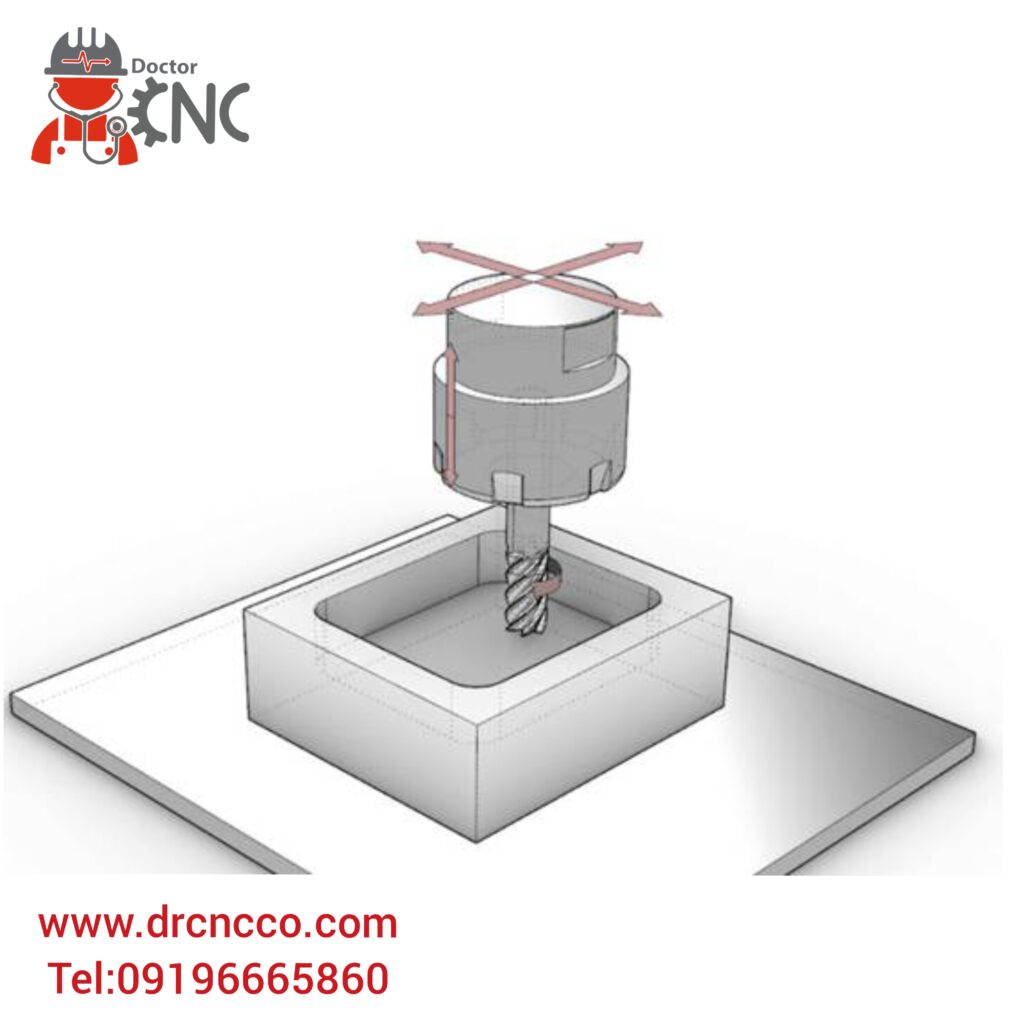
4. حفره ها و جیب ها
از آنجایی که ابزارهای آسیاب انتهایی محدودیتی در طول برش دارند، عمق حفره توصیه شده توسط صنعت در هر طرحی چهار برابر عرض آن است. نسبت عمق به عرض کمتر باعث تخلیه تراشه، انحراف ابزار و لرزش بیشتر می شود.
آیا طراحی CNC شما به عمق بیشتری نیاز دارد؟ یکی از راه های حل این چالش استفاده از عمق حفره متغیر و ابزار تخصصی است.
5. متن کوچک یا برجسته
ممکن است لازم باشد قطعات را با شماره قطعه یا نام شرکت علامت گذاری کنید. افزودن متن در طراحی سفارشی CNC واقعا جالب به نظر می رسد، اما پردازش آن زمان بر است. اچینگ الکتروشیمیایی یا مارک لیزری معمولا بهتر است.
حفظ بهترین شیوه ها و همچنین دانستن اصول ماشین کاری سی ان سی به اطمینان از کیفیت بالای قطعه یا محصول کمک می کند. با در نظر گرفتن این موضوع، در اینجا بهترین روش هایی وجود دارد که باید هنگام طراحی قطعات برای ماشینکاری CNC با توجه به نوع ماشینکاری در نظر داشته باشید.
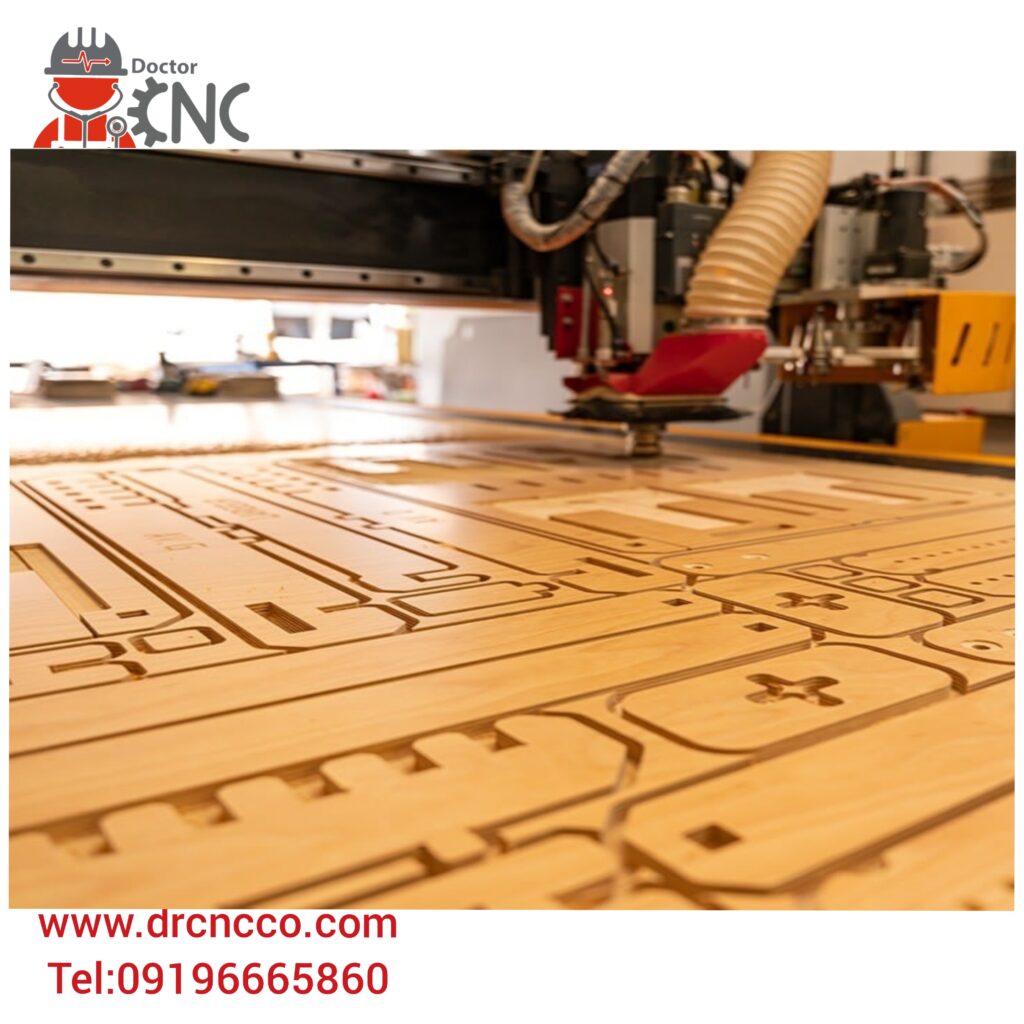
1. طراحی برای فرز CNC
فرز CNC یک تکنیک ماشینکاری برای حذف سریع مواد از مواد خام با استفاده از برش های گرد برای به دست آوردن شکل دلخواه است. ماشینهای آسیاب در طرحهای مختلف از 3 محوره تا 12 محوره تولید میشوند.
1.1 ابزارهای برش معمولی موجود
در حین ایجاد ایده های طراحی قطعات CNC خود، مانند برش آسیاب انتهایی ، ابزارهای زیادی را که اغلب برای فرز CNC در دسترس هستند، در نظر بگیرید . در صورتی که امکان تولید ویژگی ها و هندسه مورد نیاز با استفاده از ابزارهای رایج وجود داشته باشد، هزینه و زمان تحویل به میزان قابل توجهی کاهش می یابد.
همچنین هنگام ایجاد طرح خود، اندازه های استاندارد ابزار را در نظر بگیرید، زیرا طرحی با شعاع کوچکتر از استاندارد می تواند منجر به پیچیدگی های طراحی و هزینه شود.
1.2 از گوشه های داخلی تیز خودداری کنید
دستیابی به گوشه های تیز با ابزار فرز غیرممکن است. دلیل آن این است که ابزار برش مورد استفاده در اینجا گرد است. برای استفاده از آسیاب CNC، گوشه های شما باید شعاع هایی داشته باشند که باید بزرگتر از کاتر مورد استفاده در ایجاد آنها باشد. در حالت ایده آل، قطر ابزار برش دو برابر شعاع در حال ساخت آن خواهد بود.
هنگامی که یک سطح شیبدار یا کشیده با دیوار عمودی یا لبه تیز برخورد می کند، فیله ها نیز ضروری هستند. مگر اینکه سطح صاف و نرمال با ابزار باشد، یک آسیاب انتهایی مربعی یا گلوله ای همیشه مواد را بین دیوار و سطح زیرین باقی می گذارد.
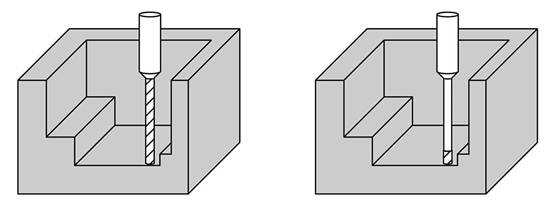
1.3 از شکاف های باریک عمیق اجتناب کنید
ابزارهای بلند اغلب ارتعاش و منحرف می شوند که منجر به پوشش ضعیف سطح می شود. از این رو، عمق برش نهایی آسیاب نهایی نباید بیش از 15 برابر قطر آن برای برش پلاستیک، 10 برابر قطر آن برای برش آلومینیوم و 5 برابر قطر آن برای برش فولاد باشد.
به عنوان مثال، یک شکاف بر روی یک قطعه فولادی ماشینکاری شده با آسیاب انتهایی 0.5 اینچی که عرض آن 0.55 اینچ است، نباید عمیق تر از 2.75 اینچ باشد. از آنجایی که شعاع فیله داخلی، نقطه قبلی، نیز به قطر ابزار در این مورد بستگی دارد، هر شعاع داخلی باید بزرگتر از 0.25 اینچ باشد.
1.4 طراحی با بزرگترین شعاع های داخلی ممکن
یک برش بزرگتر برابر است با حذف بیشتر مواد در هر زمان، که زمان و هزینه ماشینکاری را کاهش می دهد. در هنگام طراحی همیشه از حداکثر شعاع داخلی مجاز استفاده کنید. در صورت امکان، از شعاع های کوچکتر از 0.8 میلی متر دوری کنید.
همچنین، فیله های خود را کمی بزرگتر از شعاع آسیاب پایانی کنید. برای مثال، از شعاع 0.130 اینچ (3.3 میلی متر) به جای 0.125 اینچ (3.175 میلی متر) استفاده کنید. آسیاب مسیر صاف تری را دنبال می کند و سطح را جلا می دهد.

2. طراحی برای تراشکاری CNC
چرخش CNC یک فرآیند ماشینکاری است که قطعاتی با تقارن محوری و هندسه استوانه ای را روی یک تراش ایجاد می کند. این فرایند شامل نگه داشتن قطعه کار بر روی یک چاک چرخان است در حالی که ابزار برش آن را به شکل دلخواه برش می دهد. این فرآیند ماشینکاری منجر به پایان سطح بهتر و تحمل های محکم تر می شود.
در اینجا چند نکته برای طراحی برای برش CNC با استفاده از دستگاه چرخش آورده شده است
2.2 از گوشه های تیز داخلی و خارجی خودداری کنید
هنگام طراحی برای ماشینکاری CNC ، مهم است که از گوشه های تیز ، چه در داخل و چه در خارج جلوگیری کنید. اضافه کردن شعاع به گوشه داخلی یکی از راه های اطمینان از این است که این ابزار سطح بزرگتر را اجرا نمی کند. راه دیگر برای جلوگیری از گوشه های داخلی تیز ، شیب یک طرف شیب دار است. با استفاده از فرآیندهای کمتر مورد نیاز ، ممکن است کانتورهای ماشین با یک ابزار برش تراش واحد ساده تر باشد .

2.3 از قطعات بلند و نازک خودداری کنید
از استفاده از قطعات طولانی و نازک خودداری کنید زیرا احتمالاً آنها به طور ناموزون و پچ پچ در برابر ابزار می چرخند. هنگام تهیه یک مؤلفه طولانی ، سعی کنید اتاق را برای یک مته مرکزی در انتهای آزاد بگذارید و از یک مرکز استفاده کنید تا قسمت را مستقیم بچرخاند. علاوه بر این ، نسبت طول به قطر را در 8: 1 یا کمتر به عنوان یک راهنمای کلی نگه دارید.
2.4 از دیوارهای نازک اجتناب کنید
مانند آسیاب، حذف بیش از حد مواد می تواند باعث ایجاد فشار غیر ضروری بر روی قطعه شود. دیوارهای خیلی نازک نیز استحکام را کاهش می دهند. با این حال، دیوارهای نازک، تحملهای سخت را برای حفظ چالش برانگیز میسازند. به همین دلیل است که در طراحی خود برای ماشینکاری CNC، بهتر است ضخامت دیواره های برش خورده را بالای 0.02 اینچ نگه دارید.
2.5 تقارن ویژگی
هر ویژگی اضافه شده به یک قطعه چرخشی معمولاً باید در اطراف محور چرخش متقارن باشد. برای افزودن هندسه یا ویژگیهایی که از نظر محوری متقارن نیستند، ماشینکاری و تنظیمات پیچیدهتری لازم است. پله ها، مخروطی ها، پخ ها و منحنی ها ویژگی هایی هستند که برای تراشکاری عالی هستند.
گاهی اوقات لازم است ویژگی هایی به یک قطعه چرخانده اضافه شود که از نظر محوری متقارن نیستند، که ممکن است نیاز به عملیات متفاوتی داشته باشد. حتی در صورت نیاز می توانید کمی تقارن را حفظ کنید.
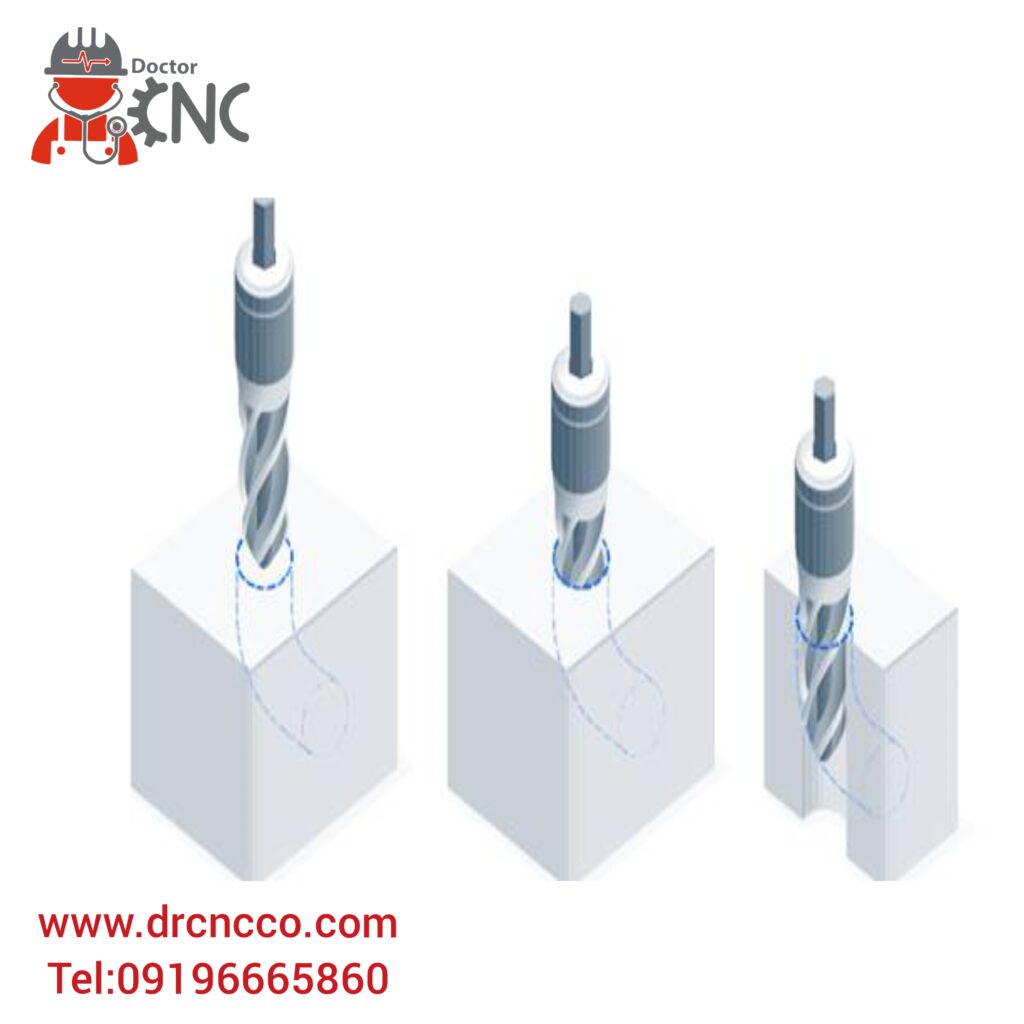
3. طراحی برای حفاری
این اصطلاح برای عملیاتی است که شامل ایجاد سوراخ در قطعه کار می شود. ابزارهای مورد استفاده در این عملیات دارای نوک مخروطی هستند که به آنها اجازه می دهد در حین ماشینکاری عمیقاً در مواد فرو بروند.
هنگام ایجاد طرحی که برای حفاری CNC در نظر گرفته شده است، به پیشنهادات زیر توجه کنید .
3.1 عمق سوراخ مناسب
حفاری هرگز نباید بیشتر از 12 برابر نزدیکترین قطر بیت باشد. دلیل آن این است که متههایی که به این اندازه طولانی یا طولانیتر هستند، سفتی خود را از دست میدهند، توانایی حفظ تحمل محکم را از دست میدهند و احتمال شکستگی آنها بیشتر است. همچنین در صورت نیاز به حفاری عمیق تر، قطر سوراخ را بزرگتر کنید.
با این حال، اگر یک سوراخ عمیق ضروری است، جایگزین دیگر سوراخ کردن از دو طرف قطعه است. به خاطر داشته باشید که از آنجایی که به راه اندازی ماشینکاری دوم نیاز است، فرآیند تولید طولانی تر و هزینه بیشتری خواهد داشت.
3.2 از سوراخ های جزئی اجتناب کنید
از آنجا که احتمال زیادی وجود دارد که نوک سرگردان باشد ، بهتر است از سوراخ های جزئی جلوگیری شود. اما اگر تنها بخشی از سوراخ لازم باشد ، محور مته را روی مواد نگه دارید به گونه ای که مؤلفه بیشتر سوراخ را در خود نگه دارد.
3.3 محور مته را عمود بر سطح نگه دارید
محور مته باید عمود بر سطح باشد تا از سرگردانی نوک جلوگیری شود. یک جیب کم عمق و کف صاف که بر روی سطح یک شیء گرد ساخته شده است ، اغلب به مته اجازه می دهد تا عمود بر سطح قسمت وارد شود. بهتر است از یک سوراخ خلبان برای حل این چالش استفاده کنید ، اگرچه این انتخاب به جای طراحی قسمت CNC ، در طول برنامه نویسی دستگاه CNC ضروری می شود.
3.4 از سوراخ کردن حفره ها خودداری کنید
مطمئن باشید که هنگام برنامه ریزی مکان های سوراخ های حفر شده خود در ایده های طراحی CNC ، هیچ حفره ای در این قسمت وجود ندارد. سوراخ حفر شده در صورت لزوم می تواند کمی از حفره در هم باشد ، مشروط بر اینکه محور مرکزی سوراخ این کار را انجام دهد.
