یادگیری نحوه ساخت دستگاه CNC از ابتدا ساده تر از آن چیزی است که فکر می کنید. ما فرآیند ساخت دستگاه CNC را به یک سری مراحل آسان برای مبتدیان تقسیم کرده ایم. از خرید قطعات تا نصب نرمافزار، راهنمای ساخت دستگاه CNC ما به شما آموزش میدهد که چگونه به راحتی دستگاه CNC خود را بسازید.
برای ساخت دستگاه CNC باید بدانیم سی ان سی چیست؟
دستگاه CNC یک ابزار برقی خودکار است که با استفاده از برنامه کامپیوتری موتور را کنترل می کند تا سه محور X، Y و Z را به جلو و عقب در مسیر ابزار تولید شده توسط نرم افزار CAD/CAM طبق دستورات G-code حرکت دهد. در نهایت ابزار روی دوک حکاکی، برش و فرزکاری را تکمیل می کند.

چیزهایی که باید برای ساخت دستگاه CNC در نظر بگیرید
وقتی صحبت از ماشینهای CNC میشود، همه به هزینه بالای آن و عملیات برنامهنویسی پیچیده آن فکر میکنند، که باعث میشود در مورد آن احساس غیرقابل درک کنیم. در واقع ما CNC را با ساختن چند دستگاه CNC ساده و کم هزینه می شناسیم و یاد می گیریم که ما را قادر می سازد تا از مبتدی به یک متخصص در فناوری مدرن CNC ارتقاء دهیم. مشکل ساخت دستگاه CNC یک دستگاه CNC در هزینه بالای کیت های دستگاه و سختی ماشین کاری است و تنظیم و استفاده از نرم افزار نسبتاً ساده است.
ابزارهای ساخت دستگاه CNC: گیره های نیمکتی، مته های الکتریکی، اره های دستی، پانچ های نمونه، شیرآلات، کولیس ها، خم کن ها و پیچ ها.
شروع شدن
این راهنما همه چیز در مورد ایجاد یک دستگاه CNC کاربردی با ویژگی های زیر است.
1. ساختار دروازه ای دارای ثبات خوب، فرمت پردازش بزرگ، طراحی دسکتاپ فشرده و سبک، وزن سبک و حمل آسان است.
2. می توان از آن برای برش و آسیاب PCB، PVC، اکریلیک، MDF، چوب، آلومینیوم و مس استفاده کرد.
3. دقت ماشینکاری آن می تواند به 0.1 میلی متر برسد، که می تواند نیازهای اکثر تخته های PCB، قالب ها، تمبرها و علائم را برآورده کند.
4. هزینه آن زیر 1000 دلار است و مونتاژ آن راحت و آسان است.
5. قطعات و مواد اولیه مورد استفاده را می توان در محل پیدا کرد یا خریداری کرد که باعث کاهش نگرانی می شود.
6. فرآیند ساخت دستگاه CNC به ابزارهای خیلی پیچیده نیاز ندارد.
7. کنترلر رادونیکس، آسان برای استفاده.
8. اسپیندل توسط یک موتور پله ای با دقت بالا به حرکت در می آید.
چگونه یک ساختار ماشین CNC بسازیم؟
این دستگاه CNC ساختار دروازه ای ثابت را اتخاذ می کند. کل دستگاه به یک میز پایه، یک قاب دروازه ای، یک کالسکه محور X، یک میز کار محور Y و یک کالسکه محور Z تقسیم می شود. موتور پله ای درایو میز کار محور Y بر روی صفحه پایین ثابت می شود. ، پیچ و دو میله صاف و دروازه ای به عنوان راهنمای کشویی میز محور Y.
بر روی دروازه، موتور پله ای محرک کالسکه محور X، پیچ سرب و دو میله صاف که به عنوان راهنماهای کشویی کالسکه محور X استفاده می شوند، ثابت هستند. روی کالسکه محور X، موتور پله ای محرک واگن محور Z، پیچ سرب و دو میله صاف که به عنوان راهنماهای لغزنده کالسکه محور Z استفاده می شوند، ثابت شده اند.
براکت های ثابت L شکل و حلقه های نگهدارنده U شکل برای ثابت کردن دوک بر روی کالسکه محور Z وجود دارد.
مهره منطبق با پیچ سرب روی حامل محورهای X، Y و Z جوش داده می شود.
چگونه یک مدار ماشین CNC بسازیم؟
مدار از سه قسمت محرک موتور پله ای یکسان از محور X محور Y و محور Z تشکیل شده است. اکنون محور X را به عنوان یک ستون در نظر بگیرید تا اصل کار آن را نشان دهید.
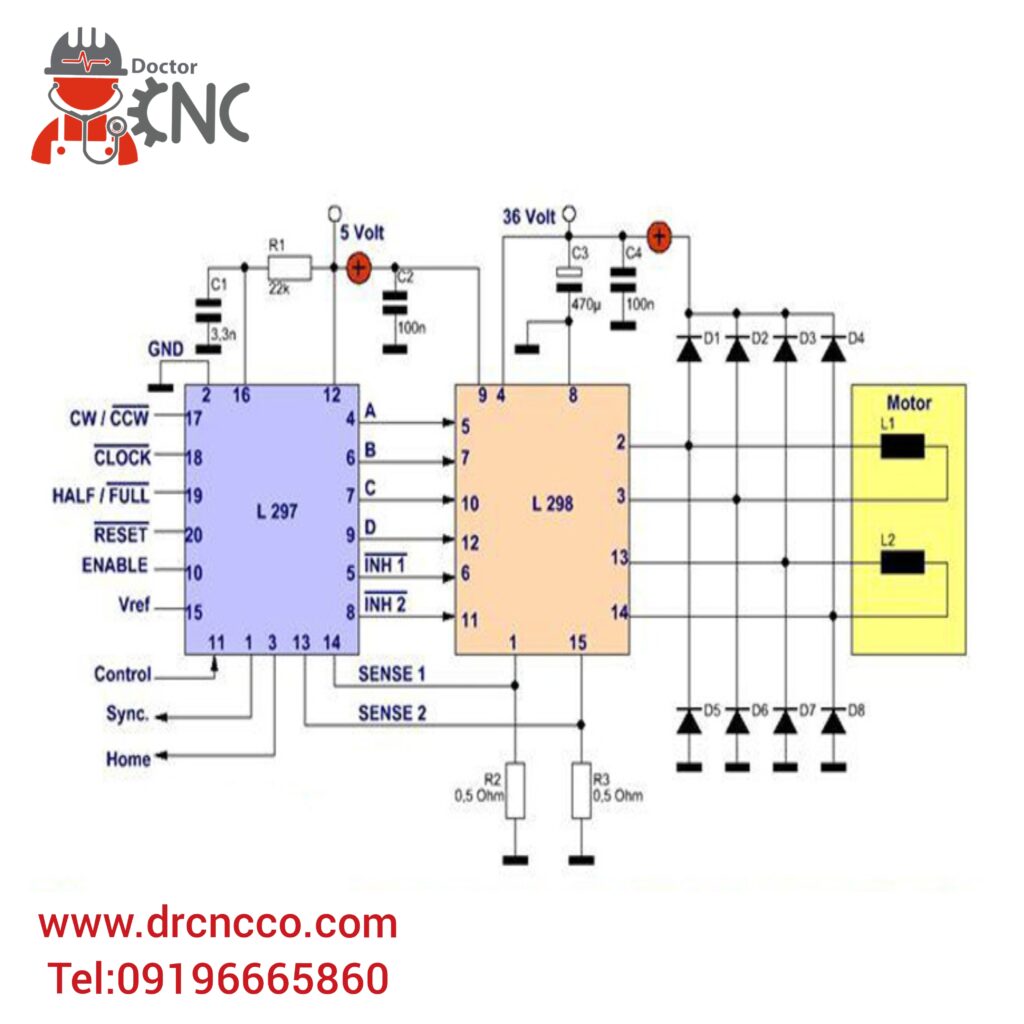
مدار درایور موتور پله ای با L297/L298
مدار عمدتاً از دو مدار مجتمع L297 و L298 اختصاص داده شده به موتور پله ای تشکیل شده است. عملکرد اصلی L297 توزیع پالس است. این پالس های منطقی خروجی را در پایانه های خروجی A، B، C و D تولید می کند تا L298 را هدایت کند. L297 همچنین دارای دو چاپر PWM برای کنترل جریان سیم پیچ فاز و کنترل قطع کننده جریان ثابت برای به دست آوردن ویژگی های فرکانس گشتاور خوب است.
پالس محور X از HDR1 (پین 2) وارد CLOCK (پایه 18) U1 (L297) می شود و توسط U1 در پایانه های خروجی A، B، C، D، C (پین های 4، 6، 7، 9) پردازش می شود. ) برای تولید پالس منطقی خروجی وارد U2 (L298) می شود تا پل H مضاعف را در پایانه های خروجی آن (پایین های 2، 3، 13 و 14) به سمت پالس های مرحله خروجی هدایت کند تا استپر موتور را به چرخش درآورد.
L298 یک درایور مدار مجتمع دو پل H با ولتاژ بالا و جریان بالا است.
از L297 و L298 برای تشکیل یک سیستم محرک کامل استفاده می شود که می تواند موتورهای پله ای دو فاز را با حداکثر ولتاژ 46 ولت و جریان 2 آمپر در هر فاز به حرکت درآورد.
SYNC (پایه 1) U1 پایه همگام سازی است که به پایه 1 U3 و U5 متصل می شود تا همگام سازی چندین L297 را محقق کند.

برد کنترل درایور استپر موتور
ENABLE (پایه 10) U1 پین کنترل را قادر می سازد تا منطق خروجی را کنترل کند. وقتی پایین است، INH1، INH2، A، B، C، D همه به سطح پایین می روند تا درایور L298 کار نکند. CONTROL (پایه 11) برای انتخاب کنترل سیگنال چاپر استفاده می شود. هنگامی که سطح آن پایین است، سیگنال چاپر روی INH1، INH2 و زمانی که سطح آن بالا است، سیگنال چاپر روی سیگنال های A، B، C، D عمل می کند. حالت اول برای حالت کار تک مرحله ای مناسب است و از دو حالت می توان برای موتور پله ای حالت کار دوقطبی استفاده کرد.
VREF (پایه 15) S1U1 پایه تنظیم ولتاژ مرجع است و ولتاژ این پایه برای تنظیم حداکثر جریان سیم پیچ فاز استپر موتور تنظیم می شود.
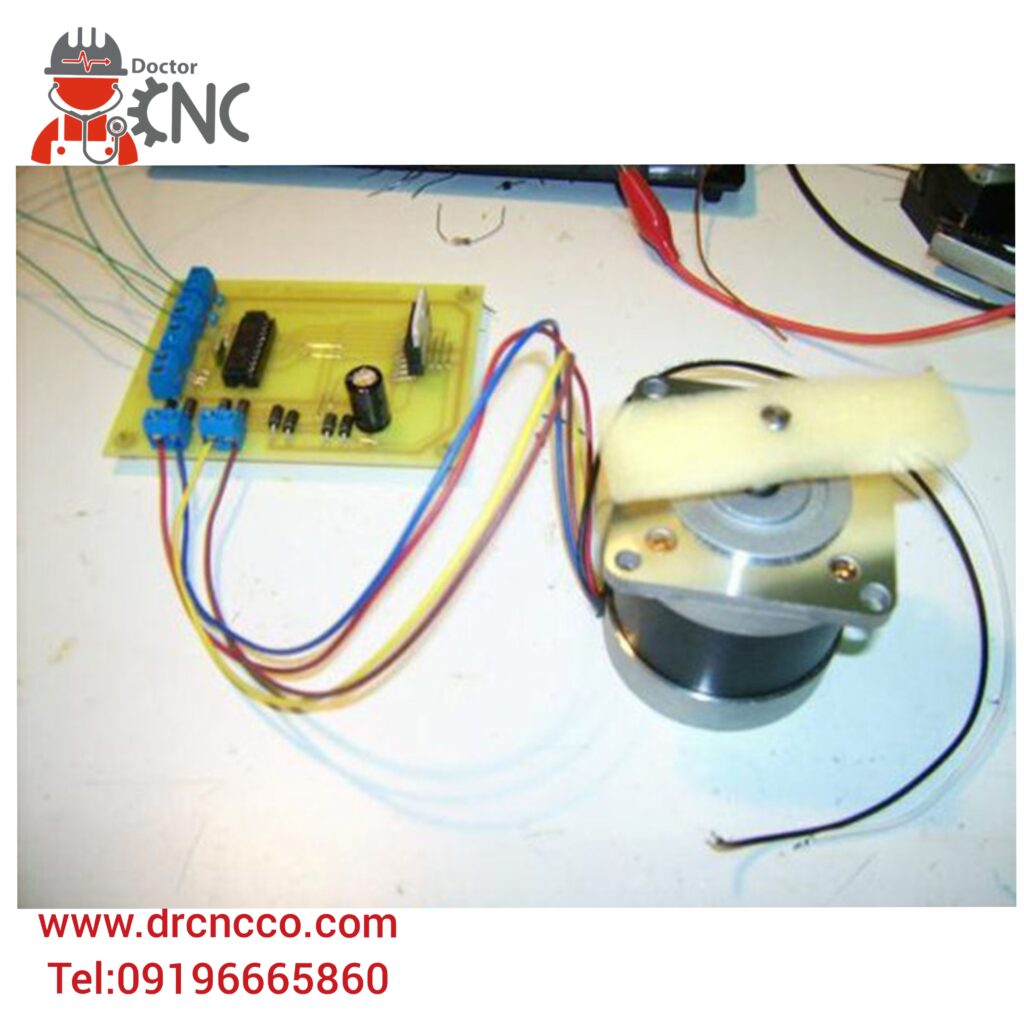
کیت درایور موتور پله ای
cw/ccw (پایه 17) U1 پایه ای برای تعیین جهت چرخش موتور پله ای محور X است و سیگنال تعیین کننده جهت محور X از HDR1 (پایه 6) به این پایه متصل می شود.
HALF/FULL (پایه 19) پایه کنترل حالت تحریک است. وقتی زیاد است حالت رانندگی نیم قدمی و وقتی کم است حالت رانندگی تمام قدمی است. RESET (پین 20) یک سیگنال تنظیم مجدد ناهمزمان است و وظیفه آن تنظیم مجدد توزیع کننده پالس است.
D3-D26 دیودهای آزاد چرخ H-bridge درایور L298 هستند.
چگونه کنترلر CNC رادونیکس را راه اندازی کنیم؟
رادونیکس رایج ترین کنترل کننده CNC برای ماشین های CNC است. نصب آن ساده است. ابتدا کارت حرکتی رادونیکس را روی مادربرد کامپیوتر قرار دهید. در سیستم عامل ویندوز، درایور رادونیکس به طور پیش فرض نصب می شود.

کیت کنترلر USB RADONIX 3 Axis CNC
همچنین میتوانید کنترلکنندههای DSP، NcStudio، Mach4، Syntec، OSAI، Siemens، LNC، FANUC و دیگر CNC را انتخاب کنید.
چگونه نرم افزار CAD/CAM را نصب و استفاده کنیم؟
رایج ترین نرم افزارهای CAD/CAM برای ماشین های CNC عبارتند از Type3، ArtCAM، Cabinet Vision، CorelDraw، UG، MeshCAM، Solidworks، AlphaCAM، MasterCAM، UcanCAM، CASmate، PowerMILL، Aspire، Alibre، AutoCAD، Fusion360، Autodesk Inventor، Rhinoce، که می تواند نقشه های 2 بعدی/3 بعدی را برای ایجاد مسیرهای ابزار ماشینکاری طراحی کند.

نرم افزار CAD/CAM
چگونه کیت ماشین CNC را مونتاژ کنیم؟
میز پایین، کالسکه محور X، میز کار محور Y و کالسکه محور Z توسط یک دستگاه خم کن با صفحات فولادی نورد سرد 1.5-2 میلی متر ساخته شده است که می تواند ایده آل ترین دقت ماشینکاری را تضمین کند. اگر خم کن وجود نداشته باشد، می توان آن را به صورت دستی با یک چکش دستی روی یک گیره بزرگ خم کرد. در حین پردازش چکش دستی، باید یک آهن پد به قطعه کار اضافه شود تا از باقی ماندن آثار چکش روی قطعه کار جلوگیری شود. پس از خم شدن، شکل دادن بیشتر مورد نیاز است. هیچ یک از هواپیماها تاب ندارند و زاویه 90 درجه با یکدیگر تشکیل می دهند. برای اطمینان از موقعیت صحیح پانچ، نقطه سوزن سوزن خراش که موازی و عمود بر اولین خط خط زدن است باید نازک باشد، خط خراش باید دقیق باشد و سوکت موقعیت زنی پانچ نمونه باید دقیق و دقیق باشد.

کیت ماشین CNC
به عنوان مثال، سوراخی به قطر 6 میلی متر را در دو نوبت پانچ کنید. ابتدا از یک مته به قطر 4 میلی متر برای سوراخ کردن سوراخ استفاده کنید. با توجه به خط موقعیت یابی متقاطع تعیین کنید که آیا سوراخ با قطر 4 میلی متر دقیق است یا خیر. اگر دقیق نیست، از فایل باغبانی برای اصلاح آن استفاده کنید. و در نهایت سوراخ را با مته 6 میلی متری باز کنید تا خطای موقعیت سوراخ نسبتاً کم باشد.
گنتری را می توان با اره دستی از روی کیل آهنی کف ضد الکتریسیته ساکن با ضخامت دیواره 1.2 میلی متر برش داد و بر روی گیره خم و پردازش و شکل داد. نوار نور مورد استفاده به عنوان ریل راهنمای سه محور X، Y، Z به سطح صاف با قطر صاف 8-10 میلی متر نیاز دارد. با از بین بردن ریل اسلاید چاپگر ماتریس نقطه ای استفاده شده و غلتک لاستیکی جوهر افشان در کارتریج چاپگر لیزری قدیمی می توان مشکل را حل کرد. دو میله صاف در هر جهت باید دارای طول مساوی و وجه های انتهایی صاف باشند. برای ضربه زدن به سیم M5، در وسط صفحه های انتهایی سوراخ هایی دریل کنید و آنها را با پیچ های 5 میلی متری ثابت کنید. طرز کار باید افقی و عمودی باشد، به خصوص دو میله نور در هر جهت باید کاملاً باشد. موازی بودن بسیار مهم است، موفقیت یا شکست تولید را تعیین می کند.
سرپیچ سه محور یک پیچ سرب به قطر 6 میلی متر و گام 1 میلی متر می باشد. از این پیچ سربی می توان برای برش طول مورد نیاز از پیچ سربی بلندی که در فروشگاه آهن آلات برای تزئین سقف فروخته می شود استفاده کرد. مقاومت و فاصله باید کم باشد و مهره در سوراخ مربوطه کالسکه جوش داده می شود تا عکس العمل را به حداقل برساند و دقت دستگاه حکاکی را بهبود بخشد.
آستین کشویی یک اتصال دهنده شلنگ برنجی است که در یک فروشگاه سخت افزار خریداری شده است. لازم است قطر داخلی را کمی کوچکتر از قطر میله کشویی انتخاب کنید و سپس از یک ریمر دستی برای پیچاندن قطر داخلی استفاده کنید تا دقیقاً با میله کشویی مطابقت داشته باشد. در صورت لزوم، محور نوری را با کاغذ سنباده متالوگرافی صیقل دهید، آستین کشویی را به طول 6 میلی متر و در مجموع 12 قسمت برش دهید و سپس از یک آهن لحیم کاری پرقدرت برای لحیم کردن آن به سوراخ مربوطه کالسکه استفاده کنید. آستین کشویی را در حین جوشکاری قرار ندهید. اگر لحیم به داخل نفوذ کرد، از کلرید روی به عنوان یک شار برای اطمینان از کیفیت لحیم کاری استفاده کنید. هنگام مونتاژ، مراقب باشید که مقاومت میز کشویی کوچک و ثابت باشد. اگر مقاومت زیاد باشد، آستین کشویی را می توان با یک آهن لحیم کاری دوباره گرم کرد تا شرایط را برآورده کند.
شفت استپر موتور و میله پیچ از طریق یک لوله مسی آنتن میله ای به قطر 6 میلی متر به هم متصل می شوند. میله پیچ و لوله مسی کاملاً جوش داده شده و از متحدالمرکز بودن اطمینان حاصل می شود. انتهای دیگر لوله مسی به محور استپر موتور وارد می شود و سپس به صورت افقی سوراخ می شود. یک پین در سوراخ کوچکی برای رفع آن وارد می شود و انتهای دیگر میله پیچ با مهره ای روی کالسکه جوش داده می شود.
این دستگاه CNC را می توان با توجه به اندازه و اندازه مواد خود به طور انعطاف پذیر کنترل کرد، اما کل دستگاه نباید خیلی بزرگ باشد تا از استحکام ضعیف جلوگیری شود.
چگونه با دستگاه CNC کار کنیم؟
قبل از ماشینکاری CNC، لیستی از برنامه های ماشینکاری باید از قبل تهیه شود:
1. روش پردازش قطعه و ابزار و سرعت برش مورد استفاده برای پردازش را تعیین کنید.
2. نقطه اتصال کانتور قطعه را تعیین کنید.
3. موقعیت شروع و بسته شدن چاقو و موقعیت مبدا مختصات را تنظیم کنید.
مجموعه دستورالعمل کنترل عددی را مطابق با فرمت بیانیه تعیین شده بنویسید، مجموعه دستورالعمل را برای پردازش (رمزگشایی، عملیات و غیره) در دستگاه کنترل عددی وارد کنید، سیگنال را از طریق مدار محرکه تقویت کنید، موتور سروو را به سمت خروجی جابجایی زاویه ای هدایت کنید. و سرعت زاویه ای، و سپس اجزاء را از طریق جزء اجرا تبدیل کنید. جابجایی خطی میز کار برای تحقق تغذیه محقق می شود.
بیایید کار با دستگاه CNC را با 9 مرحله زیر شروع کنیم.
مرحله 1. برنامه نویسی CNC.
قبل از ماشینکاری، برنامه نویسی CNC باید ابتدا تجزیه و تحلیل و کامپایل شود. اگر برنامه طولانی یا پیچیده باشد. روی دستگاه CNC برنامه نویسی نکنید، بلکه از دستگاه برنامه نویسی یا برنامه نویسی کامپیوتری استفاده کنید و سپس از طریق فلاپی دیسک یا رابط ارتباطی به سیستم CNC دستگاه CNC نسخه پشتیبان تهیه کنید. این می تواند از اشغال زمان ماشین جلوگیری کند و زمان کمکی ماشینکاری را افزایش دهد.
مرحله 2. ماشین را روشن کنید.
معمولاً ابتدا برق اصلی روشن می شود تا دستگاه CNC شرایط روشن شدن را داشته باشد. یک سیستم CNC را با یک دکمه کلید راه اندازی کنید و ماشین ابزار همزمان روشن می شود و CRT سیستم کنترل CNC اطلاعات را نمایش می دهد. وضعیت اتصال صدف و سایر تجهیزات کمکی.
مرحله 3. نقطه مرجع جامد را تنظیم کنید.
قبل از ماشینکاری، داده حرکت هر مختصات ماشین را تعیین کنید. این مرحله باید ابتدا برای دستگاه سیستم کنترل افزایش انجام شود.
مرحله 4. برنامه نویسی CNC را شروع کنید.
با توجه به رسانه برنامه (نوار، دیسک)، می توان آن را با دستگاه نوار، دستگاه برنامه نویسی یا ارتباط سریال وارد کرد. اگر یک برنامه ساده است، می توان آن را مستقیماً روی صفحه کنترل CNC توسط صفحه کلید وارد کرد، یا بخش به بخش ورودی را در حالت MDI برای پردازش بخش از راه دور وارد کرد. قبل از ماشینکاری، مبدا قطعه، پارامترهای ابزار، افست و مقادیر مختلف جبران نیز باید در برنامه وارد شود.
مرحله 5. ویرایش برنامه.
اگر برنامه وارد شده نیاز به اصلاح داشته باشد، سوئیچ انتخاب حالت کار باید در موقعیت ویرایش قرار گیرد. از کلید ویرایش برای افزودن، حذف و تغییر استفاده کنید.
مرحله 6. بازرسی برنامه و اشکال زدایی.
ابتدا ماشین ابزار را قفل کنید و فقط سیستم را اجرا کنید. این مرحله برای بررسی برنامه است. اگر خطایی وجود دارد، باید دوباره ویرایش شود.
مرحله 7. تثبیت و تراز قطعه کار.
قطعه کار مورد پردازش را ثابت و تراز کنید و یک معیار ایجاد کنید. این روش از حرکت افزایشی دستی، حرکت مداوم یا حرکت چرخ دستی ماشین ابزار استفاده می کند. نقطه شروع را روی ابتدای برنامه قرار دهید و مرجع ابزار را تنظیم کنید.
مرحله 8. ماشینکاری CNC را شروع کنید.
ماشینکاری پیوسته عموماً از برنامه های اضافه شده در حافظه استفاده می کند. نرخ تغذیه در ماشینکاری CNC را می توان توسط سوئیچ نرخ تغذیه تنظیم کرد. در حین ماشینکاری، دکمه نگه داشتن تغذیه را می توان فشار داد تا حرکت تغذیه برای مشاهده وضعیت پردازش یا انجام اندازه گیری دستی متوقف شود. دکمه شروع چرخه را دوباره فشار دهید تا ماشینکاری از سر گرفته شود. برای اطمینان از درست بودن کاسه، قبل از افزودن باید دوباره بررسی شود. در حین فرز کردن، برای قطعات منحنی مسطح، می توان به جای ابزاری از مداد برای ترسیم طرح کلی قسمت روی کاغذ استفاده کرد که بصری تر است. اگر سیستم دارای مسیر ابزار باشد، می توان از تابع شبیه سازی برای بررسی صحت برنامه استفاده کرد.
مرحله 9. ماشین را خاموش کنید.
پس از اضافه کردن، قبل از خاموش کردن برق، توجه داشته باشید که وضعیت دستگاه CNC و موقعیت هر قسمت از دستگاه را بررسی کنید. ابتدا برق دستگاه را خاموش کنید، سپس سیستم را خاموش کنید و در نهایت برق اصلی را خاموش کنید.

سوالات متداول در ساخت دستگاه CNC
چند نوع دستگاه CNC را می توان توسط خودتان ساخت؟
متداول ترین انواع ماشین های CNC که توسط خودتان ساخته می شوند عبارتند از: روترهای CNC، ماشین های تراش CNC، آسیاب های CNC، آسیاب های CNC، دریل های CNC، لیزرهای CNC و برش های پلاسما CNC.
هزینه ساخت کیت دستگاه CNC چقدر است؟
هزینه کیت های دستگاه CNC ساخت دستگاه CNC شامل کامپیوتر، برد کنترل، قطعات دستگاه و لوازم جانبی می باشد. بیشتر هزینه ها بر روی سخت افزار متمرکز شده است که به دقت مورد نیاز شما برای طرح ماشینکاری CNC بستگی دارد و هزینه متوسط آن کمتر از 1000 دلار است.
دستگاه CNC چه کاری می تواند انجام دهد؟
ماشینهای CNC میتوانند فرز، تراش، برش، حکاکی، حکاکی، علامتگذاری، سنگزنی، خم کردن، سوراخکاری، تمیز کردن، جوشکاری فلز، چوب، پلاستیک، فوم، پارچه و سنگ را انجام دهند.

چگونه یک موتور اسپیندل انتخاب کنیم؟
موتور اسپیندل بخش اصلی ماشینهای CNC است. خرید موتور اسپیندل مناسب برای طرح های تجاری شما ضروری است، همه اینها به موادی که در حال ماشینکاری هستید و دقت مورد نیاز برای پروژه های شما بستگی دارد.
چگونه یک سیستم انتقال را انتخاب کنیم؟
یکی این است که برای انتخاب سیستم انتقال، پیچ یا بال اسکرو را انتخاب کنید. در اینجا من در واقع پیشنهاد می کنم که انتخاب یک بال اسکرو بسیار بهتر است. با وجود اینکه من از پیچ سرب استفاده می کنم، اما انتخاب یک بال اسکرو را توصیه می کنم. بال اسکرو دارای دقت بالا و خطای چرخش کوچک است. و در فرآیند انتقال صدا بسیار کم است. فرآیند انتقال پیچ اصطکاک بین فلز و فلز است. اگرچه صدا خیلی بلند نیست، اما پس از طولانی شدن زمان اصطکاک، خطای چرخش بزرگتر و بزرگتر می شود.
چگونه یک استپر موتور انتخاب کنیم؟
تا زمانی که دستگاه CNC کار می کند، استپر موتور کار می کند. اگر موتور با دقت انتخاب نشده باشد، ابتدا موتور بسیار آسان گرم می شود. وقتی دستگاه شروع به کار می کند موتور داغ است که نباید آن چیزی باشد که ما می خواهیم. گشتاور موتور نیز مشکلی است که باید در نظر گرفته شود و در صورت ناکافی بودن گشتاور به راحتی می توان پله ها را از دست داد. پس در انتخاب استپر موتور حرص نخورید.
هشدارها
چه در حال ساخت یک روتر CNC مقرون به صرفه باشید ، یا بهترین دستگاه تراش CNC ارزان قیمت را بسازید، حتی با ارزان ترین دستگاه فرز CNC کار می کنید، اولین احتیاط منبع تغذیه دستگاه CNC است. سه موتور پله ای و یک موتور اسپیندل روی دستگاه وجود دارد. بنابراین جریان دستگاه CNC در فرآیند استفاده بسیار زیاد است. هنگام خرید منبع تغذیه DC، باید یک منبع تغذیه DC با جریان نامی بزرگتر خریداری شود. عامل تعیین کننده سرعت موتور اسپیندل ولتاژ منبع تغذیه DC است. هر چه ولتاژ بالاتر باشد، حداکثر سرعت دوک می تواند سریعتر بچرخد، بنابراین ولتاژ نمی تواند خیلی کم باشد.
به طور خلاصه، پیشنهاد می کنم ولتاژ نامی دستگاه CNC خود ساخته حدود 30 ولت و جریان نامی حداقل 10 آمپر باشد تا از عملکرد طبیعی دستگاه اطمینان حاصل شود. ولتاژ 30 ولت عمدتاً روی موتور اسپیندل استفاده می شود و موتور پله ای به چنین ولتاژ بالایی نیاز ندارد. از آنجایی که استپر موتور توسط یک پیچ به حرکت در میآید، گشتاور حتی با یک ولتاژ کوچک همچنان میتواند زیاد باشد. بنابراین من پیشنهاد می کنم که تنها 12 ولت برای ولتاژی که به استپر موتور عرضه می شود کافی است. استپر موتور از 12 ولت استفاده می کند، اما ولتاژ ارائه شده توسط منبع تغذیه DC 30 ولت است. در اینجا باید از ترانسفورماتور استفاده شود. قدرت این ترانسفورماتور باید زیاد باشد. جریان سه موتور پله ای باید از این ترانسفورماتور عبور کند. اتلاف گرمای ترانسفورماتور نمی تواند ادامه یابد و در نتیجه تولید گرمای جدی ایجاد می شود.