جی کد (G code) چیست؟ برای پاسخ دادن به این سوال و برای آشنایی بیشتر و راه نمایی شما صنعتگران حرفه ای و متخصص و حتی اپراتورهای کم تجربه و تکنسین های بلده کار این مطلب برای اولین بار از جانب مجموعه دکتر سی ان سی مطرح و به طور کامل و جامع بررسی خواهد شد.پس در ادامه با ما همراه باشید.
در ادامه سعی داریم سوالات متداولی را مانند این که جی کد چیست ؟ جی کد چه کاربرد هایی دارد ؟ در دستگاه سی ان سی چگونه جی کد بگیریم و سوالات دیگر پاسخگو باشیم……
سخن گفتن با دستگاه سی ان سی توسط جی کد (G code) ها .
جی کد ها دستور برنامه هائی هستند که وظیفه کنترل موقعیت و اعمال دستورات اصلی را به ماشین دارند ، این دستورات شامل اعمال حرکت محورها، زمان تاخیر و … می باشند.
انسان ها ، دیر زمانی است که زبان های مختلف را به عنوان بهترین روش ارتباط با هم دیگر استفاده می کنند و اما برای برقراری ارتباط با دستگاه ها باید زبان خاصی را فرا گیریم
ارتباط گرفتن با دستگاه های سی ان سی cnc توسط جی کد (G code) ها انجام می گیرد و برای آن ابتدا باید برنامه هایی مانند سالیدوورک ، کتیا ، آرتکم و…را فراگرفت .درمقالات دیگر به آن ها خواهیم پرداخت.
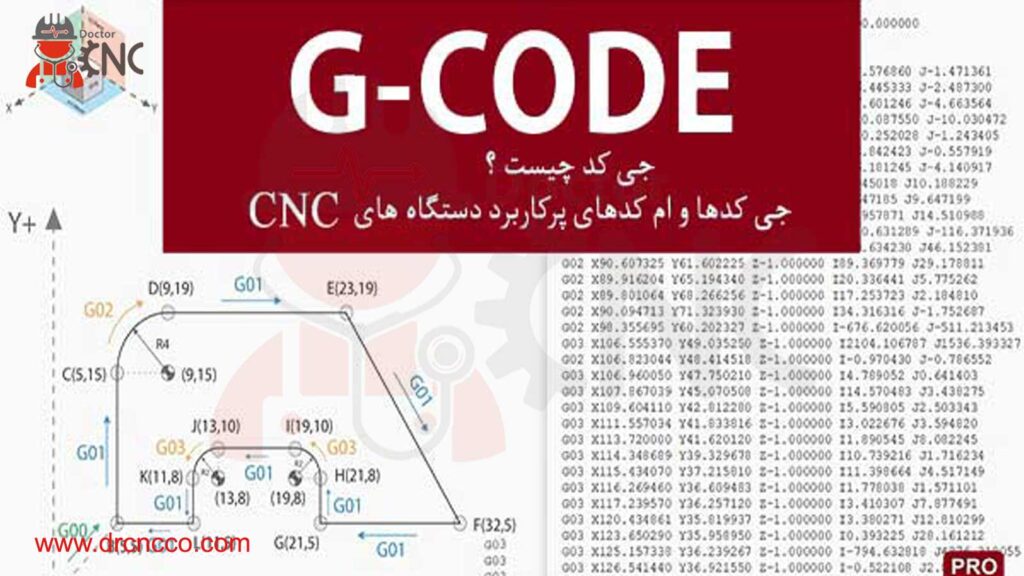
جی کد (G code) چیست؟
نام زبان برنامه نویسی اکثر دستگاه های ابزار کنترل عددی (cnc) میباشد. این زبان برای اولین بار در آزمایشگاه سروومکانیزم دانشگاه MIT در سالهای ۱۹۵۰ میلادی تعریف و استفاده گردید.
بعد از آن این زبان توسط انجمن های تجاری و غیر تجاری توسعه یافت و برای اولین بار در سال ۱۹۶۰ میلادی نسخه پایدار آن توسط اتحادیه صنایع الکترونیک ایالات متحده به کار گرفته شد. آخرین نسخه آن در فوریه ۱۹۸۰ میلادی با نام RS274D عرضه گردید.
(G code) زبانی حروفی-عددی میباشد، که نحوه حرکت ابزارها و همچنین دیگر لوازم و ادوات ماشین نظیر باز یا بسته بودن مایع خنک کن، روشن یا خاموش بودن مکنده براده، باز یا بسته بودن درب دستگاه و … را کنترل میکند.
با این زبان میتوان حرکتهای زیر را برای ابزارسی ان سی فراهم آورد:
- حرکت سریع به یک نقطه خاص
- حرکت با پیشروی مشخص روی خط و روی قطاعی از دایره
- تکرار یک سری از عملیاتها که مناسب برای سوراخ کاری، برش کاری، حدیده کاری و … میباشد.
- تعیین مشخصاتی برای ابزار نظیر افست از مرجع
درادامه باید بدانیم همانطور که از نام جی کد مشخص است شامل کدهای گوناگون است و وظیفه اپراتور سی ان سی آشنایی واستفاده از این کد ها به هنگام استفاده از دستگاه می باشد.
کدهای عملیاتی اصلی برنامه نویسی جی کد (G code)
کدهای دستور عملیاتی اصلی ، دستوری هستند که اغلب برای
- جابه جا شدن ابزارها
- تعریف نمودن سرعت
- واحد جی کد ها
- تعریف دستگاه مختصات قطعات کار
کاربرد دارد.
باید بدانیم که ، کدهای دستوری عملیاتی اصلی با حرف G نمایش داده می شوند.
به در هر زمان فقط و فقط 1 دستور از آن گروه فعال می شود.
راه بهتر آن این است که در هر بلوک فقط 1 دستور از هر گروه می تواند قرار بگیرد .
اینترپلاسیون برنامه G code
- کد دستور : G00 شرح عملیات : جابجایی ابزار با حرکت سریع
- کد دستور : G01 شرح عملیات : جابجایی خطی ابزار با پیشروی معین
- کد دستور : G02 شرح عملیات : حرکت قوسی ابزار موافق عقربه های ساعت
- کد دستور : G03 شرح عملیات :جابجایی دورانی ابزار مخالف عقربه های ساعت
تایم زمانی برنامه نویسی G code
کد دستور : G04 شرح عملیات : زمان مکث
تعیین صفحات برنامه نویسی G code
- کد دستور : G16 شرح عملیات : تعیین صفحه کاری با محورهای آزاد
- کد دستور : G17 شرح عملیات : تعیین صفحه کاری X-Y
- کد دستور : G18 شرح عملیات : تعیین صفحه کاری X-Z
- کد دستور : G19 شرح عملیات : تعیین صفحه کاری Y-Z
تعیین محدوده کاری برنامه نویسی G code
- کد دستور:G25 شرح عملیات: حد مینیمم محدوده کاری
- کد دستور: G26 شرح عملیات :حد ماکزیمم محدوده کاری
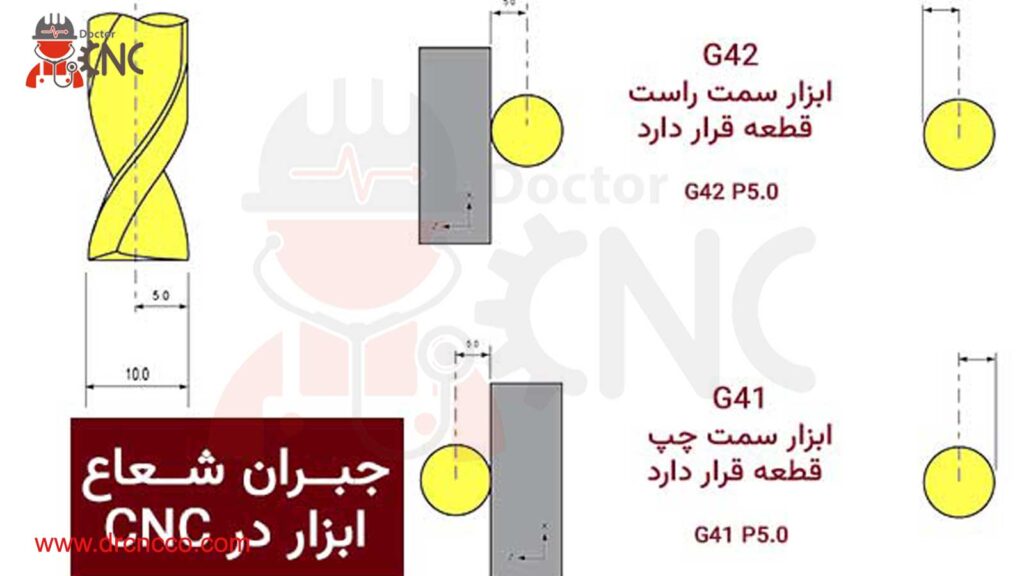
جبران شعاع ابزار در cnc
- کد دستور : G40 شرح عملیات : لغو جبران شعاع ابزار
- کد دستور: G41 شرح عملیات: فعال کردن جبران شعاع ابزار از چپ
- کد دستور: G42 شرح عملیات : فعال کردن جبران شعاع ابزار از راست
لغو نقطه صفر
کد دستور : G53 شرح عملیات : لغو Zero offset
معرفی نقاط صفر
- کد دستور: G54 شرح عملیات :انتقال نقطه صفر 1(قابل تنظیم)
- انتقال نقطه صفر 2
- انتقال نقطه صفر 3
- انتقال نقطه صفر 4
انتقال نقاط صفر
- کد دستور : G55 شرح عملیات : انتقال نقطه صفر(افزایشی)
- انتقال نقطه صفر
تعیین نوع مسیر
- کد دستور: G60 شرح عملیات:توقف دقیق
- کد دستور : G64 شرح عملیات:مسیر پیوسته و بدون توقف کامل
نوع سیستم برنامه نویسی G code
- کد دستور:G70 شرح عملیات:سیستم اندازه گیری اینچی
- کد دستور:G71 شرح عملیات:سیستم اندازه گیری متر یک
سیکل های کاری برنامه نویسی G code
- کد دستور:G80 شرح عملیات : کنسل کردن کلیه سیکل ها
- کد دستور:G81 شرح عملیات : سیکل کاری 1- روتراشی
کددستور:G82 شرح عملیات : سیکل کاری 2- کف تراشی - کددستور:G83 شرح عملیات: سیکل کاری 3- سوراخ کاری
- کددستور:G84 شرح عملیات:سیکل کاری 4- پیچ بری
سیستم موقعیت دهی برنامه G code
- کد دستور:G90 شرح عملیات: سیستم انداز هدهی مطلق
- کد دستور:G91 شرح عملیات: سیستم انداز ه دهی افزایشی
انتقال نقطه صفر
کد دستور : G92 شرح عملیات: انتقال نقطه صفر قطعه
تعریف پیشروی
کد دستور:G94 شرح عملیات:سرعت پیشروی بر حسب MIN/MM برای فرز
کد دستور:G95 شرح عملیات: سرعت پیشروی

نکات برنامه جی کد (G code) که باید بدانیم:
- کد های دستوری که با حرف( N )مشخص می شوند ناپایدار یک .
- همچنین کدهای دستوری که با( M)مشخص می شوند پایدار یک نامیده می شوند.
- کدهای دستوری که با حرف (D )مشخص می شوند، دستورهای پیش فرض سیستم 3 می باشند.
- آن ها کد های دستوری هستند که بعد از روشن شدن سیستم کنترل عددی به شکل خودکار فعال می گردد.
- کدهای دستوری مشخص شده با علامت *باید در یک بلوک به شکل مجزا قرار به گیرند.
کد های عملیاتی فرعی( M cod ها) از این کدها برای را ه اندازی و فعال کردن عملیات جانبی و را ه اندازی قسمت های مختلف ماشین مانند:
- فعال کردن اسپیندل جهت چرخش آن
- روشن و خاموش کردن سیستم خنک کننده
- باز و بسته کردن سه نظام
- توقف برنامه
- پایان برنامه
استفاده می شود.
دستورات فرعی در برنامه نویسی سی ان سی چیست؟
دستورات فرعی به دو دسته M کدها و دستورات کمکی تقسیم می شوند .
M کد ها :
این دستورات در اکثر کنترل ها یک معنی یکسان دارد اما ممکن است در یک دستگاه دیگر عمکرد مشابه نداشته باشد و حتی یک کد خاص هیچ معنی برای کنترلر نداشته باشد .
نکته : قبل از استفاده از این دستورات دستور العمل شرکت سازنده و جی کد های تعریف شده دستگاه مطالعه شود
ام کد ها ، از این کد فرمان ها برای دادن دستورها و فرامین اساسی استفاده می شود مانند روشن یا خاموش کردن اسپیندل که به مشروح ذیل تعیین می
شوند
جداول مربوط به ام کد ها
| عملکرد | کدهای کمکی |
| توقف برنامه (جهت اندازه گیری در موارد لزوم اسپیندل میچرخد ولی برنامه متوقف است ) | M00 |
| توقف اختیاری یا توقف شرطی برنامه در صورت فعال بودن کلید مربوطه | M01 |
| پایان برنامه بدون برگشت به اول برنامه | M02 |
| دوران اسپیندل موافق عقربه ساعت | M03 |
| دوران اسپیندل مخالف عقربه ساعت | M04 |
| توقف اسپیندل | M05 |
| تعویض ابزار | M06 |
| روشن شدن پمپ مایع خنک کننده | M08 |
| خاموش شدن پمپ مایع خنک کننده | M09 |
| بیرون آمدن استوانه مرغک گیر دستگاه مرغک | M16 |
| پایان برنامه فرعی | M17 |
| داخل رفتن استوانه مرغک گیر دستگاه مرغک | M18 |
| باز شدن فکهای سه نظام | M26 |
| بسته شدن فکهای سه نظام | M27 |
| پایان برنامه و برگشت به شروع مجدد (یا reset به اول برنامه می رود ) | M30 |
برای اشنایی بیشتر شما فیلم آموزشی تهیه شده در مجموعه دکتر سی ان سی را می توانید مشاهده فرمایید.
برای آموزش بیشتر ودیدن فیلم ترجمه شده باما در اینستاگرام همراه باشید.
در آخر خلاصه کلام:
برای کسانی که به طور کلی با برنامه نویسی آشنا هستند ، G-code را به عنوان دستورالعمل های متوالی در نظر بگیرید ، که هر کدام به دستگاه سی ان سی می گویند که وظیفه خاصی را انجام دهد.
دستورات جی کد G-code برای دستور دادن به ماشین برای انجام اقدامات خاص استفاده می شود.
هر خط فرمان جی کد G-code از شکل خاصی پیروی می کند. هر خط تنها مربوط به یک فرمان است که می تواند منجر به کدهای بسیار طولانی شود.
اولین آرگومان هر خط داده شده ، خود کد فرمان است. همانطور که دیدیم ، می تواند یک نوع کد “G” یا “M” باشد ، و به دنبال آن یک عدد که دستور را مشخص می کند. به عنوان مثال ، “G0” مربوط به یک دستور حرکت خطی است.
درکل ودر انتها یادگیری زبان برنامه نویسی و دید آنها به برنامه ها و یادگیری جی کد نویسی برای شما یوزرهای سی ان سی امری الزامی واجتناب ناپذیر است .
برای آموزش های بیشتر و شرکت در دوره های آموزشی مجموعه دکتر سی ان سی می توانید با کارشناسان ما تماس بگیرید.